परिपत्र देखा पाइप काटने की मशीन कार्बन स्टील पाइप के लिए उच्च गति
जल्दी से विवरण
दशा: उत्पत्ति का नया स्थान: जियांग्सू चीन
मॉडल संख्या: MC350D मशीन प्रकार: पाइप और ट्यूब काटना मशीन
कच्चे माल: पाइप पावर: हाइड्रोलिक
प्रमाणन: सीई और आईएसओ शीतलक प्रणाली: पानी ठंडा
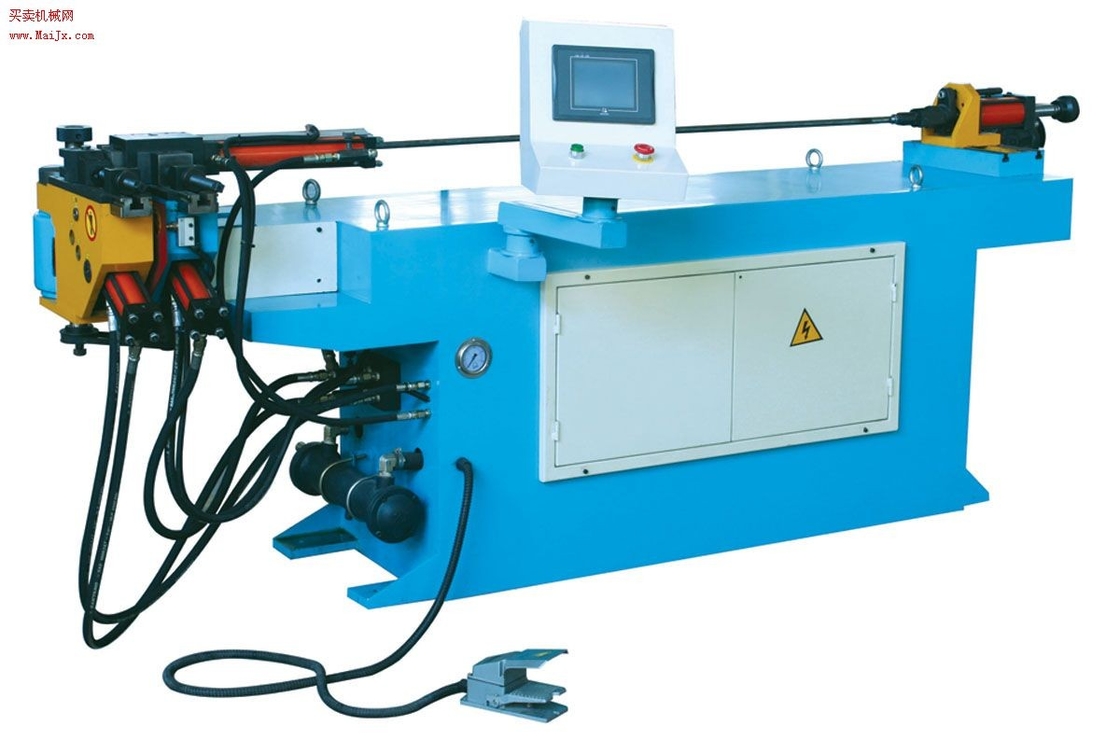
मशीन अवलोकन:
MC350D धातु पाइप काटने की मशीन, विदेशी उन्नत प्रौद्योगिकी की शुरुआत के आधार पर, अभिनव और एक हाइड्रोलिक स्वचालित सोइंग मशीन का विकास, अपने उत्पादों के प्रदर्शन को उन्नत स्तर तक पहुंचा, विभिन्न आंशिक आकृतियां आरी, साधारण स्टील, स्टेनलेस स्टील, तांबे, एल्यूमीनियम और अन्य हो सकते हैं धातु प्रोफाइल, विशेष रूप से काटने का कार्य विभिन्न पाइप आदर्श है। मशीन हाइड्रोलिक नियंत्रण का उपयोग करता है, जब बिना कृत्रिम भोजन, निर्वहन, इसकी कार्यक्षेत्र क्लाविंग, रिहाई, फ़ीड, बिना हाइड्रोलिक नियंत्रण, मशीनिंग सटीकता, उच्च दक्षता, लंबी अवधि के निरंतर संचालन के लिए उपयुक्त बिना सोए।
काटना मात्रा:
मशीन काउंटरों की संख्या को एक (मुख्य नियंत्रण कक्ष पर) में कटौती करने के साथ सुसज्जित है, कार्यक्षेत्रों का काटने का कार्य काउंटर की अनुसूचित संख्या, कटौती की वास्तविक मात्रा एक छोटे से स्क्रीन काउंटर पर प्रदर्शित की जाएगी, जब वास्तविक संख्या का टुकड़ा प्रीसेट संख्या, मशीन स्वचालित रूप से काम करना बंद कर देगी, वास्तविक काउंटर की संख्या काटने के लिए स्वचालित रूप से शून्य पर रीसेट होगा।
तकनीकी पैमाने
मोटर काटना 1 | YD112M-4/2 3.3 / 4.0 किलोवाट |
2 वोल्टेज | 380 वी 50 एचजेड (नियंत्रण रेखा 110V50 एचजेड) |
3 पानी पंप मोटर | 40W |
4 लागू देखा | Ф≤400 बोर Ф32 पिन छेद 2-Ф11 × 63 |
5 कार्य दबाव | 5.5MPa |
6 दबाना खोलना | 140 मिमी |
7 ऑयल पम्प मोटर | Y90L-4 1.5 किलो |
8 वेन पंप | VPV1-20-55 |
कॉन्फ़िगरेशन परिचय:
इलेक्ट्रॉनिक नियंत्रण भागों: एफआरएल और सोलनॉयड वाल्व एयर टैक ताइवान से आयात किए जाते हैं; वाल्व: ताइवान ने हाइड्रोलिक असडा आयात किया;
एसी संपर्ककर्ता: दक्षिण कोरियाई आयातित शिइलिन; बंद बटन और प्रारंभ बटन है: ताइवान टायंडी; अन्य विद्युत उपकरण: चिंत।
रेल: ताइवान Shangyin
इंस्टॉलेशन और इस्तेमाल में आना
1, मशीन को जमीन के मैदान पर रखा जाना चाहिए, चार फुट बोल्ट के साथ इसे सुरक्षित करने के लिए।
2, मशीन डिबगिंग के भीतर लाइन तैयार की गई है, और बिजली (380 वी 50 हर्ट्ज़, तीन चरण चार चालू प्रणाली) जुड़ी हुई है, जबकि मशीन को सुरक्षा सुनिश्चित करने के लिए जमीन पर रखा जाना चाहिए।
3, स्टीयरिंग की पुष्टि करें: रोशनी चालू होती है, फिर ध्रुव-बदलते स्विच चालू होता है ("1" या "2" स्थिति पर सेट होता है), फिर धुरी रोटेशन की दिशा के आधार पर पैर स्विच मोटर रोटेशन की दिशा को दबाएं और तीर को सुदृढ़ करें , यदि आप स्वैप किसी भी दो चरण बिजली लाइन चरण रिवर्स
ऑपरेटिंग निर्देश
1. स्थापना देखा
सॉना करने के लिए सामग्री के आकार के आधार पर, उपयुक्त ब्लेड मोटाई, व्यास और दांतों की संख्या का चयन करें। सॉसेज ब्लेड मशीन को स्थापित करने के लिए निम्न चरणों के अनुसार चुना गया
(1) बिजली स्विच बंद करने के लिए सेट है
(2) ब्लेड सुरक्षा कवर खोलें।
(3) चाकू का ब्लेड कवर हटाया गया, और धुरी निकला हुआ किनारा, और एक साफ कपड़े के साथ एक चाकू ब्लेड कवर किसी भी रेत या लोहे की भांति न छोड़ें।
(4) ब्लेड पर घुड़सवार, चाकू के साथ एक ही दिशा में दाँत सामने वाले तीर, कवर पर चाकू डालकर, शिकंजा कसकर, ब्लेड को पूरी तरह से विपरीत दिशा में घुमाने के लिए ब्लेड लॉक करने से पहले, ताकि पिन चेहरे का कड़े आकार का ब्लेड पिन छिद्र पर चाकू को दबाए रखें, फिर शिकंजा मजबूती से कस लें।
(5) ब्लेड सुरक्षा गार्ड रेल, पूर्ण ब्लेड स्थापना को कवर करें। उपरोक्त चरणों के विरुद्ध हटाने के लिए
2. स्ट्रोक गहराई समायोजन फ़ीड
समायोज्य सीमा अखरोट, फिर नियंत्रण वाल्व बंद डॉट को बारी बारी से (वामावर्त) ताकि लोड धीरे धीरे नीचे सिर जब तक ब्लेड कटौती करने के लिए workpiece कटौती कर सकते हैं, ताकि ब्लेड समायोजन टोपी workpiece से 10mm या तो के बारे में दूर कट जाता है
3.Saw ब्लेड गति:
आम तौर पर हल्के स्टील का धातु चयनित गति; ठोस छड़, स्टेनलेस स्टील और अन्य वैकल्पिक कम। (नोट: सामग्री या स्टील कठोरता एचआरसी 13 अधिक के गर्मी उपचार के बाद, अनुपलब्ध उच्च गति हैकर देखा है, अन्यथा ब्लेड जीवन को छोटा।
4. मुख्य दबाना और फ़ीड clamps समायोजित करें (आउटलाइन ड्राइंग और पैनल नियंत्रण निर्देश देखें)
(1) समायोजन सिद्धांत:
ए, तुम सच में workpiece दबाना कर सकते हैं
बी, चिकनी खिला सुनिश्चित करता है, मुश्किल खींचें या फंस नहीं, समाप्त workpiece काटने के बाद लंबाई सहिष्णुता को प्रभावित नहीं करेगा।
(2) समायोजन कदम:
ए, प्राथमिक क्लैंप को खोलने की कोशिश करें, दबाना खाने के लिए खोला गया है।
बी, मैन्युअल रूप से मुख्य नियंत्रण कक्ष का संचालन मुख्य क्लैंप के मोर्चे पर खिला स्टेशन को सुविधा प्रदान करेगा।
सी, बीच में रखा workpiece दबाना
डी, हाथ पहिया का रोटेशन मुख्य फ़ोल्डर मौत, हाथ पहिया को कार्यक्षेत्र को दबाना और फिर 3-4 मिमी पीछे स्पिन करें।
ई, मुख्य नियंत्रण कक्ष पर मैनुअल फ़ंक्शन को घुमाएं, यह देखने के लिए कि मुख्य फ़ोल्डर में ईंधन टैंक कार्यक्षेत्र का काम करता है, बीच में कोई खतरा नहीं तोड़ता है और ब्लेड की कार्यक्षेत्र के घूर्णी आंदोलन को नुकसान पहुंचाता है।
एफ, मुख्य क्लैम्प समायोजन के बाद, फ़ीड क्लैम्प समायोजित करें, मुख्य फ़ोल्डर को लगभग समान समायोजित करने के लिए समायोजन विधि, लेकिन समायोज्य हाथ पहिया के अतिरिक्त विशेष ध्यान दें, जितना अधिक आप सीट क्लैंप को चारों ओर समायोजित कर सकते हैं लेकिन एक ही फ़ोल्डर में चिमटे खिला खिलाया सीधे भगवान के साथ होना चाहिए
जी, मुख्य फ़ोल्डर को रिलीज़ करने के लिए मैन्युअल रूप से घुंडी को समायोजित करने के बाद। खिला क्लिप क्लिप घुंडी सिलेंडर को भेजा जाएगा हाथ की पीठ बटन दबाए जाने के लिए workpiece दबाना, फ़ीड स्टेशन तत्काल वापसी इस बिंदु पर नोट सामग्री (वर्कपीस) मुख्य क्लैंप टकराने का मतलब है, इसका मतलब है कि अगर लाइन पर कोई अच्छा ट्यून नहीं है, तो आपको फिर से समायोजित करना होगा। यदि इसका मतलब है कि वितरण से पहले और बाद में सामग्री को सुव्यवस्थित समायोजन पूरा हो गया है।
5. फ़ीड गति समायोजन
फ़ीड सिलेंडर सिर के पीछे एक प्रवाह समायोजन वाल्व है, फ़ीड गति हाथ टुकड़ा को समायोजित करने के लिए घुंडी घुमाएं। अनुभव के आधार पर गति गति समायोजन, बहुत तेजी से नहीं और ढहते मलबे के परिणामस्वरूप दांतों का दांत बनता है, लेकिन यह भी बहुत धीमी और कुंद नहीं देखा ब्लेड। ली दाँतेदार या कुंद के अनुसार, उदाहरण के लिए लगभग 2-8 सेकंड के लिए 25 मिमी व्यास हल्के स्टील की सलाखों का विघटन किया जा सकता है।
6. लंबाई काटना (प्रत्येक फीड लंबाई) समायोजन
यंत्र के संदर्भ मूल्य को खिलाना खिला स्टेशन की लंबाई अगले चरण है पैमाने समायोजित करने के लिए:
(1) दूध पिलाने वाले स्टेशन सामने आएंगे;
(2) पेंच पोजिशनिंग स्टापर रिलीज को खिलाने के बाद;
(3) मैनुअल ट्रांसमिशन ब्लॉक और पॉइंटर के साथ नेत्रहीन पैमाने के आकार के बगल में दिखाया जाता है;
(4) निर्धारित करने के लिए मूल्य की लंबाई की खोज करने के बाद, स्क्रू डाट को लॉक करना;
(5) सामने और पीछे के टुकड़े के बाद डाट डाट और बफर संयुक्त फीड प्रसंस्करण को ठीक कर सकते हैं, ताकि छोटे आकार का इस्तेमाल किया जा सके (आमतौर पर 13-15 मिमी में बफर रॉड को सीमित करने के लिए खिला जाने के बाद उपयुक्त है) अन्यथा, बफर प्रभाव या विनाशकारी बर्दाश्त नहीं कर सकता)
(6) और फ़ीड से कम लंबाई के रूप में, दूसरे या तीसरे फ़ीड का चयन करें, यानी लम्बाई या × 3 × 2 बार।
7. पहली चाकू (स्प्रीव) काटने का कार्य
सामने के शरीर को समायोजित करने के लिए ऊपर दिए गए चरणों को पूरा करने पर मुख्य नियंत्रण कक्ष स्वत: स्थिति, सामग्री का काटने, ताकि दबाना सिर के बीच में रखा गया है, उसके ब्लेड स्पर्शरेखा के बारे में 15 मिमी (मुख्य द्विपक्षीय clamping जबड़े कर सकते हैं) आयोजित किया जाएगा और फिर मुख्य पर बटन दबाएगा नियंत्रण कक्ष, मशीन स्वचालित रूप से शुरू करना शुरू करना है। (नोट: यदि कोई सुचारू या असामान्य, भिन्न ध्वनि काटने वाला है, हाइड्रोलिक आपातकालीन स्टॉप बटन के मुख्य नियंत्रण पैनल को तुरंत दबाएं, तो मशीन तुरंत कार्यस्थल के ऊपरी छोर तक कार्रवाई के सिर को रोकने के लिए कसकर दबदबा जाएगा। देखा ड्रैग और वर्कपीस खतरनाक है।)
8. स्वचालित कटौती चक्र
जब पहले 7 कदम सुचारू रूप से, मुख्य नियंत्रण कक्ष के अनुसार, स्वचालित बटन, जो खिला खिला → → साइडिंग काटने का कार्य खिला आदि स्वत: चक्र आपरेशन शुरू कर दिया। स्वचालित रूप से काम करते समय, पहले 15 डिग्री पर नियंत्रण कक्ष घुंडी को "रन" स्थिति पर जाना चाहिए, ताकि जब सीमाएं निकटता स्विच में काम की सामग्री की कमीयां कलाकृतियों की कमी का पता लगा और स्वचालित रूप से बंद हो जाए सामग्री को रोकने के बाद आखिरी जीत, नए 8 चरणों पर काम को फिर से कार्यान्वित करें, स्वत: चक्र काटने का कार्य एक्शन
9. मात्रा काटना:
मशीन काउंटरों की संख्या को एक (मुख्य नियंत्रण कक्ष पर) में कटौती करने के साथ सुसज्जित है, कार्यक्षेत्रों का काटने का कार्य काउंटर की अनुसूचित संख्या, कटौती की वास्तविक मात्रा एक छोटे से स्क्रीन काउंटर पर प्रदर्शित की जाएगी, जब वास्तविक संख्या का टुकड़ा प्रीसेट संख्या, मशीन स्वचालित रूप से काम करना बंद कर देगी, वास्तविक काउंटर की संख्या काटने के लिए स्वचालित रूप से शून्य पर रीसेट होगा।



 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!